การเก็บข้อมูลและให้คำปรึกษาเพื่อการเพิ่มผลิตภาพ บริษัท เอ.เค.พี.เทคโนโลยี จำกัด
ก) การปรับปรุงผลิตภาพ (ตัวชี้วัด)
1. ข้อบกพร่องของชิ้นงาน
ปัญหาและสาเหตุ
ในกระบวนการฉีดชิ้นงานชนิดหนึ่ง เกิดปัญหาชิ้นงานบิดตัว (warp) เมื่อนำชิ้นงานไปประกอบกับผลิตภัณฑ์ของลูกค้าแล้วไม่เป็นไปตามข้อกำหนด สาเหตุเกิดจากการที่ชิ้นงานเย็นตัวที่ไม่สมบูรณ์สามารถขยับตัวได้เมื่อปลดออกจากแม่พิมพ์ชิ้นงานจะค่อยๆ บิดตัวไป เป็นผลจากปริมาณน้ำหล่อเย็นในการพาความร้อนในแม่พิมพ์ที่ไม่เพียงพอและต้องใช้เวลาในการ Cooling ชิ้นงานที่นานเพื่อทำให้ชิ้นงานคงรูปเพื่อแก้ใขปัญหาดังกล่าวเป็นเบื้องต้น ทำให้เวลา Cycle time สูงขึ้น
แนวทางและการแก้ไขปัญหา
หาปริมาณน้ำที่แม่พิมพ์ต้องใช้จริงทั้งหมด ซึ่งปรืมาณที่เหมาะสมคือ 17 ลิตร/นาที/1 รูน้ำ แรงดันที่ใช้คือ 4 ถึง 6 บาร์ เพื่อให้เพียงพอ จากเดิมอัตราการไหลที่การไหลเป็นแบบแบบลามินาร์ (laminar flow) ทำให้พาความร้อนได้ไม่เพียงพอ จึงต้องออกแบให้น้ำไหลแบบเทอร์บิวเลนต์ (turbulent flow) เพื่อพาความร้อนในแม่พิมพ์ได้ดี นอกจากทำให้ยังสามารถลดเวลาการ Cooling และเพิ่มผลผลิตได้อีกทางหนึ่ง


ผลลัพธ์
|
ก่อนปรับปรุง |
หลังปรับปรุง |
การเปลี่ยนแปลง |
|
ใช้เวลาในการทำให้ชิ้นงานเซตตัว 45 วินาที/ชิ้น * ผลิตชิ้นงานได้ 1,920 ชิ้น/วัน |
ใช้เวลาในการทำให้ชิ้นงานเซตตัว 39 วินาที/ชิ้น * ผลิตชิ้นงานได้ 2,215 ชิ้น/วัน |
กำลังการผลิตชิ้นงานพลาสติก เพิ่มขึ้น 295 ชิ้น/วัน *การเปลี่ยนแปลง = ((2,215-1,920)/1,920) x 100% |
ข) แนวทางการปรับปรุงผลิตภาพ
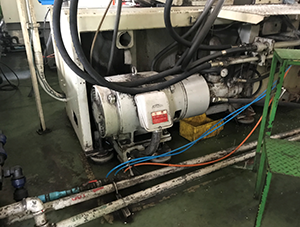
1. ปั๊มไฮดรอลิกร้อน มีน้ำมันรั่วซึม
ปัญหาและสาเหตุ
มีน้ำมันรั่วตามจุดต่าง ๆ ของเครื่องจักร ทำให้เพิ่มภาระในการทำความสะอาดพื้นและอาจก่อให้เกิด อุบัติเหตุในการทำงาน ซึ่งสาเหตุมาจากการแลกเปลี่ยนความร้อนของน้ำมันทำได้ไม่ดี เมื่อน้ำมันมีอุณหภูมิสูงเกิดขอบเขตการใช้งานจะทำให้น้ำมันเสื่อมสภาพลงและมีความหนืดลดลง ส่งผลให้รั่วซึมได้ง่าย อีกทั้งซีลกันรั่วในจุดต่าง ๆ ที่ทำมาจากยางอาจเสื่อมสภาพจากความร้อนจนไม่สามารถกันรั่วได้อีก

แนวทางและการแก้ไขปัญหา
ตรวจสอบระบบการถ่ายเทความร้อนของปั๊มไฮดรอลิก โดยส่วนมากจะถูกระบายความร้อนด้วยระบบน้ำ และตรวจเช็คระบบส่งน้ำว่ามีการอุดตันทางเดินของน้ำหรือไม่ เมื่อแก้ไขแล้วน้ำมันในส่วนที่กลับเข้าเครื่องจักรจะมีอุณหภูมิลดลง ซึ่งไม่ควรเกินกว่า 40 ºc และไม่ควรใช้น้ำเย็นที่มาจากเครื่องทำความเย็นเข้ามาหล่อเย็น จะทำให้เกิดความต่างของอุณหภูมิมากเกินจนของเหลวควบแน่นและมีน้ำปะปนเข้าไปในระบบ
2. ปั๊มลม
ปัญหาและสาเหตุ
ปั๊มลมมีการทำงานบ่อย ไม่สัมพันธ์กับปริมาณลมที่ใช้ สาเหตุเกิดจากมีจุดรั่วของลมหรือการต่ออุปกรณ์ผิด เช่น ขนาดข้อต่อที่ไม่เหมาะสมกันแต่ฝืนใช้งาน ทำให้เสียลมทิ้งไปโดยไม่เกิดประโยชน์

แนวทางและการแก้ไขปัญหา
ตรวจสอบจุดต่าง ๆ ที่เป็นข้อต่อของท่อลมว่ามีการรั่วซึม และมีการใช้งานผิดประเภทหรือไม่ โดยตรวจสอบการตัด-ต่อของปั๊มลมเมื่อไม่ได้ใช้งานว่าสอดคล้องกันหรือไม่ และแก้ไขตามจุดต่าง ๆ ให้ครบทุกจด
3. ปัญหาของเสียและคุณภาพอื่น ๆ ในการเตรียมวัตถุดิบ
ปัญหาและสาเหตุ
เกิดขอบกพร่องของชิ้นงานที่ใช้วัสดุจำพวก Nylon และ PC ซึ่งเป็นปัญหาจากการเตรียมวัตถุดิบผิดวิธี เครื่องที่ใช้เป็นเครื่องอบลมร้อนธรรมดา ไม่สามารถลดความชื้นภายในเม็ดพลาสติกออกไปได้มากพอที่จะไม่ทำให้เกิดปัญหา

แนวทางและการแก้ไขปัญหา
เปลี่ยนมาใช้เครื่องอบแบบดูดความชื้น (dehumidifier) ซึ่งความชื้นในระบบจะถูกสารดูความชื้นในเครื่องกำจัดออกไปทำให้ได้มากพอที่วัตถุดิบสามารถใช้งานได้โดยไม่มีผลกระทบต่อการชื้นรูปชิ้นงาน
- 7440
- 2018-06-28 20:16:40